
1Ż«┐žųŲę¬Ū¾
╚ńłD4-25╦∙╩Š×ķ─│┴„┘|(zh©¼)’ŗ┴Ž╣Óčb╔·«a(ch©Żn)ŠĆĄ─║å(ji©Żn)╗»╩ŠęŌłDŻ¼į┌é„╦═Ħ╔ŽįO(sh©©)ėą╣Óčb╣ż╬╗║═ĘŌ╔w╣ż╬╗Ż¼─▄ūįäė(d©░ng)═Ļ│╔’ŗ┴ŽĄ─╣Óčb╝░ĘŌ╔w▓┘ū„ĪŻ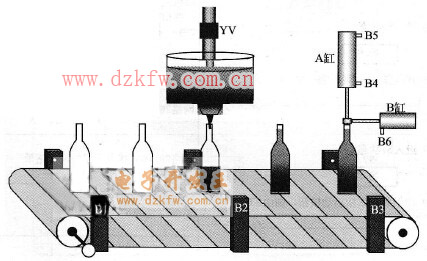
łD4-25 ╣Óčb╔·«a(ch©Żn)ŠĆ╩ŠęŌłD
é„╦═Ħė╔ļŖÖC(j©®)M1“ī(q©▒)äė(d©░ng)Ż¼é„╦═Ħ╔ŽįO(sh©©)ėąČ©╬╗é„ĖąŲ„B1Īó╣Óčb╣ż╬╗╣ż╝■é„ĖąŲ„B2║═ĘŌ╔w╣ż╬╗╣ż╝■é„ĖąŲ„B3Ż¼į┌ĘŌ╔w╣ż╬╗╔ŽėąAĖū║═BĖū2éĆ(g©©)å╬ū„ė├ÜŌĖūŻ¼į┌AĖū╔Žėą2éĆ(g©©)╬╗ų├é„ĖąŲ„Ż¼AĖū╔ņ│÷ĄĮ╬╗Ģr(sh©¬)B4äė(d©░ng)ū„Ż¼AĖū┐s╗žĄĮ╬╗Ģr(sh©¬)B5äė(d©░ng)ū„Ż¼į┌BĖū╔ŽįO(sh©©)ėą1éĆ(g©©)é„ĖąŲ„Ż¼«ö(d©Īng)BĖū╔ņ│÷ĄĮ╬╗Ģr(sh©¬)B6äė(d©░ng)ū„ĪŻ
░┤åóäė(d©░ng)░┤Ōoé„╦═Ħķ_╩╝▐D(zhu©Żn)äė(d©░ng)Ż¼╚¶Č©╬╗é„ĖąŲ„Bläė(d©░ng)ū„Ż¼▒Ē╩Š’ŗ┴ŽŲ┐ęčĄĮ▀_(d©ó)ę╗éĆ(g©©)╣ż╬╗Ż¼é„╦═Ħæ¬(y©®ng)┴ó╝┤═Żų╣Ż¼┤╦Ģr(sh©¬)╚ń╣¹į┌╣Óčb╣ż╬╗╔Žėą’ŗ┴ŽŲ┐Ż¼ätė╔ļŖ┤┼ķyYVī”(du©¼)’ŗ┴ŽŲ┐▀M(j©¼n)ąą3sČ©Ģr(sh©¬)╣ÓčbŻ╗╚ń╣¹į┌ĘŌ╔w╣ż╬╗╔Žėą’ŗ┴ŽŲ┐Ż¼ätł╠(zh©¬)ąąĘŌ╔w▓┘ū„Ż║╩ūŽ╚BĖūīóŲ┐╔w╦═│÷Ż¼B6äė(d©░ng)ū„Ģr(sh©¬)▒Ē╩ŠŲ┐╔węč╦═ĄĮ╬╗Ż¼╚╗║¾AĖūķ_╩╝ł╠(zh©¬)ąąĘŌē║Ż¼«ö(d©Īng)B4äė(d©░ng)ū„Ģr(sh©¬)Ż¼▒Ē╩ŠŲ┐╔węčē║ĄĮ╬╗Ż¼1s║¾AĖū┐s╗žŻ¼«ö(d©Īng)B5äė(d©░ng)ū„Ģr(sh©¬)▒Ē╩ŠAĖūęč┐s╗žĄĮ╬╗Ż¼╚╗║¾BĖū┐s╗žŻ¼1s║¾é„╦═Ħ▐D(zhu©Żn)äė(d©░ng)ĪŻ╚╬║╬Ģr(sh©¬)║“░┤═Żų╣░┤ŌoŻ¼æ¬(y©®ng)┴ó╝┤═Żų╣š²į┌ł╠(zh©¬)ąąĄ─╣żū„Ż║é„╦═ĦļŖÖC(j©®)═Żų╣ĪóļŖ┤┼ķyĻP(gu©Īn)ķ]ĪóÜŌĖūÜw╬╗ĪŻ
2Ż«╚╬äš(w©┤)Ęų╬÷
Ęų╬÷╔Ž╩÷ę¬Ū¾Ż¼ė╔ė┌’ŗ┴ŽĄ─╣Óčb┼cĘŌ╔w╩Ū═¼Ģr(sh©¬)▀M(j©¼n)ąąŻ¼Č°Ūęäė(d©░ng)ū„Ģr(sh©¬)ķg▓ó▓╗ŽÓ═¼Ż¼ę“┤╦æ¬(y©®ng)╩╣ė├▓ó▀M(j©¼n)Ęųų¦┴„│╠įO(sh©©)ėŗ(j©¼)Ēśą“╣”─▄łDŻ¼╚ńłD4-26╦∙╩ŠĪŻŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)12éĆ(g©©)ĀŅæB(t©żi)Ż║S1×ķ│§╩╝ĀŅæB(t©żi)ĪóS2×ķé„╦═Ħäė(d©░ng)ū„Ż╗S3Ī½S5×ķ╣Óčb▀^│╠┐žųŲŻ╗S6Ī½S12×ķĘŌ╔w▀^│╠┐žųŲĪŻ
3Ż«īŹ(sh©¬)╩®ĘĮ░Ė
(1) PLCŽĄĮy(t©»ng)┘Yį┤Ęų┼õ
’ŗ┴Ž╣Óčb╔·«a(ch©Żn)ŠĆ┐žųŲŽĄĮy(t©»ng)╦∙ė├┘Yį┤╚ń▒Ē4-3╦∙┴ąĪŻ
▒Ē4-3 ’ŗ┴Ž╣ÓčbŠĆį¬╝■Ęų┼õ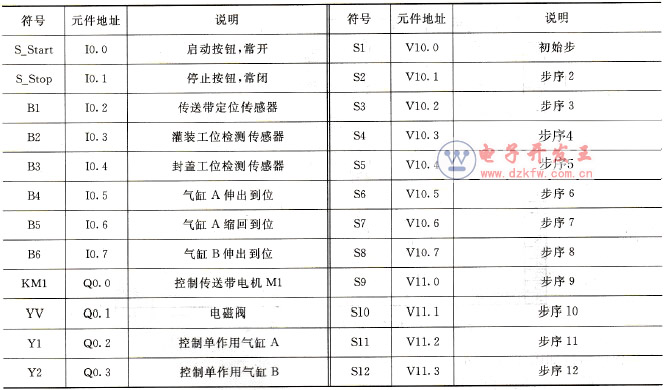
(2)ŠÄ▌ŗĘ¹╠¢(h©żo)▒Ē
┤“ķ_STEP 7-Micro/WinŻ¼ł╠(zh©¬)ąąĪ░╬─╝■Ī▒Ī·Ī░▒Ż┤µĪ▒▓╦å╬├³┴ŅŻ¼īóą┬Į©ĒŚ(xi©żng)─┐├³├¹×ķĪ░╣Óčb┴„│╠┐žųŲĪ▒ĪŻ┤“ķ_ė├æ¶Č©┴xĘ¹╠¢(h©żo)▒ĒŠÄ▌ŗŲ„Ż¼╚╗║¾░┤łD4-27ŠÄ▌ŗĘ¹╠¢(h©żo)▒ĒĪŻ
(3)│╠ą“įO(sh©©)ėŗ(j©¼)
1)ŠÄīæĒśą“╣”─▄łDūė│╠ą“SBR_0
Ė∙ō■(j©┤)łD4-26╦∙╩ŠĄ─Ēśą“╣”─▄łDŠÄīæ╠▌ą╬łDŻ¼īóĒśą“╣”─▄łDĘ┼ų├į┌ę╗éĆ(g©©)ūė│╠ą“SBR_0ųąŻ¼│╠ą“ĮY(ji©”)śŗ(g©░u)╚ńłD4-28╦∙╩ŠŻ║
2)ŠÄīæų„裣h(hu©ón)│╠ą“OB1
į┌ų„裣h(hu©ón)│╠ą“081ųąš{(di©żo)ė├Ēśą“╣”─▄łDūė│╠ą“SBR_0Ż¼▓óŠÄīæ│§╩╝╗»╝░═Żų╣┐žųŲ│╠ą“Ż¼│╠ą“ĮY(ji©”)śŗ(g©░u)╚ńłD4-29╦∙╩ŠĪŻ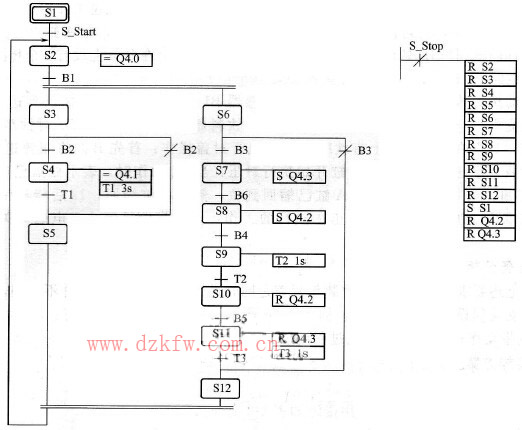
łD4-26 ╣Óčb╔·«a(ch©Żn)ŠĆĄ─Ēśą“╣”─▄łD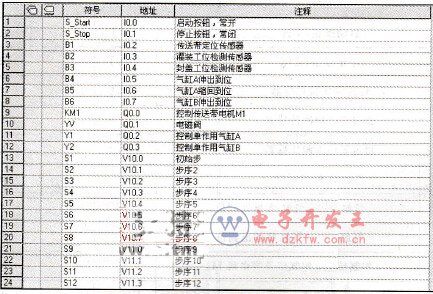
łD4-27 ŠÄ▌ŗė├æ¶Č©┴xĘ¹╠¢(h©żo)▒Ē
4Ż«ĘĮ░Ėš{(di©żo)įć
į┌STEP 7-Micro/WinŁh(hu©ón)Š│Ž┬ł╠(zh©¬)ąą╚½ŠÄūg├³┴ŅŻ¼▓óīóŠÄūgĮY(ji©”)╣¹Ž┬▌dĄĮPLCŻ¼╚╗║¾īóPLCĄ─╣żū„─Ż╩Įķ_ĻP(gu©Īn)ŪąōQĄĮRUN╬╗ų├ĪŻ┤“ķ_ĀŅæB(t©żi)▒ĒŻ¼╚╗║¾░┤łD4-30ŠÄ▌ŗĀŅæB(t©żi)▒ĒŻ¼į┘░┤╣żŠ▀Ö┌╔ŽĄ─┌ģä▌(sh©¼)łD╣żŠ▀![]() Ż¼į┌ŠĆė^▓ņĖ„ĀŅæB(t©żi)Ą─ūā╗»ĪŻ
Ż¼į┌ŠĆė^▓ņĖ„ĀŅæB(t©żi)Ą─ūā╗»ĪŻ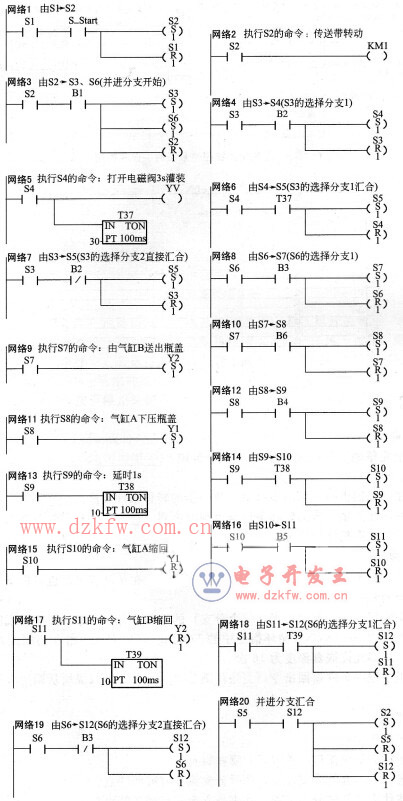
łD4-28 ╣Óčb╔·«a(ch©Żn)ŠĆĒśą“┐žųŲūė│╠ą“SBR_0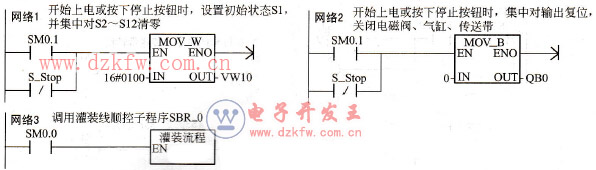
łD4-29 ╣Óčb╔·«a(ch©Żn)ŠĆ┐žųŲŽĄĮy(t©»ng)Ą─ų„裣h(hu©ón)│╠ą“OB1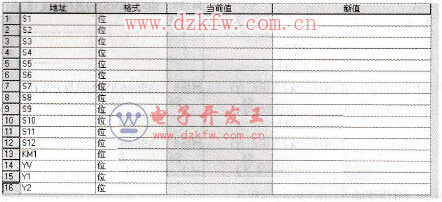
łD4-30 ŠÄ▌ŗĀŅæB(t©żi)▒Ē
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū