
江山父老能容我,不使人間造孽錢,大家好,歡迎來到焊接基礎(chǔ)知識(shí)專題系列講座,今天給大家分享的內(nèi)容是焊條電弧焊之焊接工藝參數(shù)。閑話少說,上硬菜!
焊接工藝參數(shù),是指焊接時(shí)為了保證焊接質(zhì)量而選定的諸物理量的總稱。焊條電弧焊的工藝參數(shù)主要包括:焊條直徑、焊接電流、焊接電壓、焊接速度、焊接層數(shù)等。焊接參數(shù)選擇的正確與否,直接影響焊接的行狀、尺寸、焊接質(zhì)量和生產(chǎn)率。
1、焊條直徑
為提高生產(chǎn)效率可能選擇直徑較大的焊條,但使用直徑過大的焊條焊接會(huì)造成未焊透或焊縫成形不良。因此必須正確選擇焊條的直徑,焊條直徑大小的選擇與以下因素有關(guān):
1)工件厚度 薄板應(yīng)該選擇小直徑的焊條,厚板應(yīng)該選擇大直徑的焊條。
2)焊縫位置 在板厚相同的條件下,焊接平焊位置的焊縫時(shí)焊條直徑應(yīng)比其它位置大一些,立焊最大不超過5mm,而仰焊、橫焊最大直徑不超過4mm,以保證形成較小的熔池,減少熔化金屬的向下流淌。
3)焊接層數(shù) 在進(jìn)行多層焊時(shí),如果打底焊道所采用的焊條直徑過大,會(huì)造成因電弧過長而不能焊透,因此為了防止根部未焊透,打底焊道應(yīng)選擇小直徑的焊條,填充蓋面焊道選用較大直徑焊條。
4)接頭形式 角焊縫及搭接接頭不要求全焊透且三向散熱,應(yīng)選擇焊條尺寸較大的焊條。
2、焊接電流
焊接時(shí)流經(jīng)焊接回路的電流稱為焊接電流。焊接電流的大小直接影響著焊接質(zhì)量和焊接生產(chǎn)率。增大焊接電流可提高線能量,提高生產(chǎn)率,但易產(chǎn)生咬邊、燒穿等缺陷,增加焊接飛濺,并且會(huì)造成焊縫組織過熱;減小焊接電流可避免上述問題,但易造成夾渣、未焊透等缺陷。焊接電流的選擇與以下因素有關(guān):
1)焊條直徑 焊條直徑越大,熔化焊條所需的能量越高即需要大的線能量,故要選擇大電流。
比如:焊條直徑×30=焊接電流
比如3.2焊條,3.2×30=96,電流就可調(diào)節(jié)到96左右,那到底是左還是右?這就要視情況而定,比如焊接型號(hào),母材厚度,個(gè)人技術(shù),個(gè)人習(xí)慣等等。
2)焊縫位置 相同焊條直徑的條件下,在焊接平焊縫時(shí),由于運(yùn)條和控制熔池中的熔化金屬都比較容易,因此可以選擇較大的電流進(jìn)行焊接。但在其它焊接位置時(shí),為了避免熔化金屬從熔池中出,要采用小的電流·。
3)焊條類型 堿性焊條應(yīng)比酸性焊條電流小一些,否則容易在焊縫中形成氣孔。不銹鋼焊條的電流要比碳鋼小一些,否則容易形成熱裂紋。
4)焊接打底焊縫時(shí)應(yīng)采用較小電流,填充焊縫電流須偏大,蓋面焊為防止余高過高及咬邊應(yīng)采用較小電流。
3、電弧長度(電弧電壓)
電弧電壓主要由電弧長度來決定。電弧長,電弧電壓高;電弧短,電弧電壓低。焊條電弧焊焊接時(shí)電弧電壓由焊工根據(jù)具體情況靈活掌握。
焊接時(shí),若電弧電壓過大會(huì)對(duì)造成電弧燃燒不穩(wěn)定,電弧能量分散,焊接飛濺過大等不良現(xiàn)象;同時(shí)由于焊縫厚度小,容易產(chǎn)生咬邊、未焊透、焊縫表面高低不平、焊接魚鱗紋不均勻等焊接缺陷;另外,電壓過大會(huì)使熔化金屬的保護(hù)變差,空氣中的有害氣體侵入熔池,使焊縫的氣孔傾向增大。
一般焊條電弧焊宜采用短弧焊接,電弧電壓一般為16-25V。在立焊、仰焊時(shí)弧長應(yīng)較平焊更短些。在使用酸性焊條時(shí),為了預(yù)熱待焊部位或降低熔池的溫度和加大熔寬,有時(shí)將電弧稍微拉長進(jìn)行焊接。堿性焊接時(shí),為了避免氫氣氣孔等缺陷應(yīng)盡量使用短弧焊接。
4、焊接速度
單位時(shí)間內(nèi)完成的焊縫長度稱為焊接速度。焊接速度應(yīng)該均勻適當(dāng),既要保證焊透又要保證不燒穿,同時(shí)還要使焊縫寬度和高度符合圖紙?jiān)O(shè)計(jì)要求。
焊接速度過慢,使高溫停留時(shí)間增長,熱影響區(qū)寬度增加,焊接接頭晶粒變粗,力學(xué)性能降低,變形量增大。當(dāng)焊接較薄工件時(shí),容易燒穿。焊接速度過快,熔池溫度不夠,易造成未焊透、未熔合、焊縫成形不良等缺陷。
另外,焊接速度直接影響焊接生產(chǎn)率,所以應(yīng)該在保證焊縫質(zhì)量的基礎(chǔ)上,采用較大的焊條直徑和焊接電流,同時(shí)根據(jù)具體情況適當(dāng)加快焊接速度,以保證在獲得良好的焊接質(zhì)量的同時(shí)提高生產(chǎn)率。
5、焊條傾角
焊條傾角直接影響焊接電弧的指向,從而影響焊接焊縫的成形和質(zhì)量。對(duì)接時(shí),焊條與焊縫兩側(cè)的夾角一般為90°,如果偏離90°易造成單側(cè)工件咬邊,單側(cè)未熔合。焊條與焊縫的夾角過大,焊縫會(huì)產(chǎn)生余高過高等缺陷,夾角過小會(huì)造成焊接渣池后移,有可能出現(xiàn)夾渣現(xiàn)象,故應(yīng)選擇合適的焊條傾角。
焊條角度是指焊條與母材平面形成的夾角的大小,包括左右夾角和上下夾角。
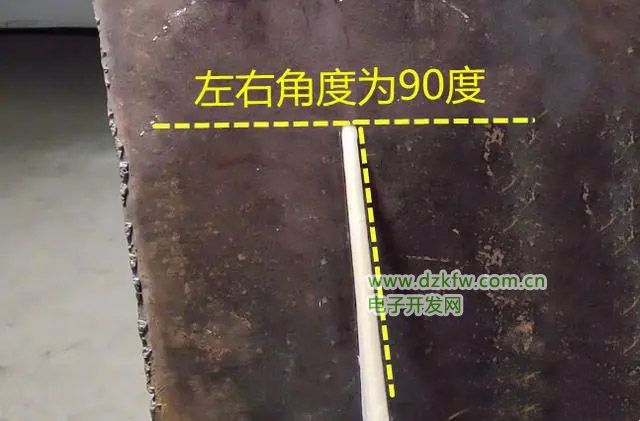
(如圖)左右夾角為90度,上下夾角在70—80度之間。

另外,需要注意一點(diǎn),電弧長度(也就是起弧后焊條尖端和母材的距離)應(yīng)始終保持在兩毫米左右。原則上電弧長度以不超過焊條直徑為準(zhǔn)。
6、焊接層道數(shù)
在中厚板焊接時(shí),一般要開坡口并采用多層多道焊。對(duì)于低碳鋼焊接時(shí),每道焊縫的厚度不宜過大,否則焊縫
塑性將受到影響 ,對(duì)力學(xué)性能要求較高的焊縫,每道焊縫厚度最好不大于4-5mm。
今天的分享就到這里,如果您有什么想了解或感興趣的知識(shí)點(diǎn),歡迎小伙伴在下方評(píng)論區(qū)留言!
友情提醒:焊工朋友們,人間有愛,工作期間,勤洗手,多鍛煉,記得電焊作業(yè)時(shí)戴口罩和防護(hù)面具,祝君平安健康!
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底