
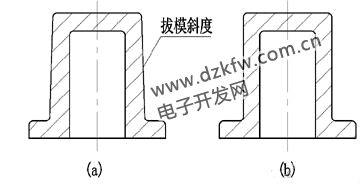
ÖCąĄįOéõ╔ŽĄ─┴Ń╝■Ė„ĘNĖ„śėŻ¼īŹ¼FĄ─╣”─▄ę▓Ė„▓╗ŽÓ═¼Ż¼Ą½Ųõųąū„ė├ŽÓ═¼╗“ųŲįņ╣ż╦ćŽÓ═¼Ą─Šų▓┐ĮYśŗŻ¼Ųõą╬ĀŅģs╗∙▒ŠŽÓ═¼ĪŻ▀@ą®ĮYśŗį┌╚š│Ż┴Ń╝■ųąĮø│ŻĢ■ęŖĄĮŻ¼Ųõųąæ¬ė├ÅVĘ║Ą─ę╗ą®ĮYśŗęčĮøś╦£╩╗»Ż¼│╔×ķś╦£╩ĮYśŗŻ¼Ųõą╬ĀŅĪó┤¾ąĪęį╝░«ŗĘ©Č╝ėąęÄČ©Ż¼ę▓ėąś╦£╩┐╔▓ķĪŻŲõ╦¹│ŻęŖĮYśŗę▓┤¾Č╝╗∙▒ŠČ©ą╬Ż¼│▀┤ńś╦ūóę▓ėąę╗Č©ą╬╩ĮĪŻ
Ž┬├µ╩Ūę╗ą®│ŻęŖĮYśŗ╝░Ųõ│▀┤ńūóĘ©Ż¼╣®«ŗ┴Ń╝■łDĢrģó┐╝ĪŻ
ę╗Īóś╦£╩ĮYśŗ
┴Ń╝■╔Ž│ŻęŖĄ─ś╦£╩ĮYśŗėą┬▌╝yĪóµI▓█ĪóõN┐ūĪóųąą─┐ūĄ╚ĪŻ╦³éāĄ─ĮYśŗą╬ĀŅĪó│▀┤ń┤¾ąĪęį╝░«ŗĘ©Ż¼Č╝ėąęÄČ©Ż¼ę▓ėąś╦£╩┐╔▓ķĪŻ
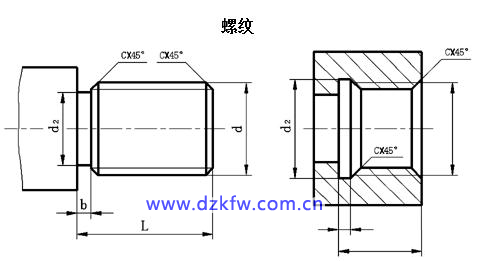
Č■Īó┴Ń╝■ÖCąĄ╝ė╣żĄ─╣ż╦ćĮYśŗ
┴Ń╝■į┌ÖCąĄ╝ė╣ż▀^│╠ųąą╬│╔Ą─╣ż╦ćĮYśŗŻ¼ų„ę¬ėąĄ╣ĮŪ║═Ą╣łAĪó╔░▌åįĮ│╠▓█╝░Ė„ĘN│ŻęŖ┐ūĪŻ
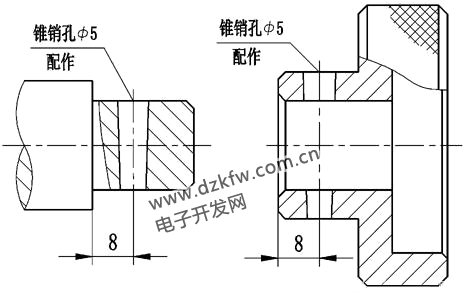
╚²Īó ĶTįņ┴Ń╝■Ą─╣ż╦ćĮYśŗ
×ķØMūŃĶTįņ╝ė╣żĄ─ę¬Ū¾Ż¼ĶTįņ┴Ń╝■╔ŽĄ─╣ż╦ćĮYśŗų„ę¬ėą░╬─Żą▒Č╚ĪóĶTįņłAĮŪĪóĶT╝■▒┌║±ęį╝░═╣┼_║═░╝┐ėĄ╚ĪŻ
╦─Īó▀^Č╔ŠĆ
┬▌╝y
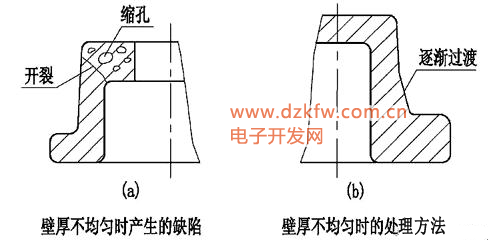
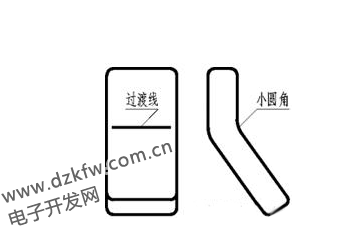
«ö┴Ń╝■╔Žā╔éĆ╬┤ĮøÖC╝ė╣żĄ─▒Ē├µŽÓĮ╗ĢrŻ¼│Żė├ąĪłA╗Ī├µ▀Mąą▀^Č╔Ż¼┤╦Ģrā╔éĆ▒Ē├µĄ─Į╗ŠĆŠ═▓╗╠½├„’@Ż¼Ą½×ķģ^Ęų▓╗═¼Ą─▒Ē├µĪó▒Ńė┌┐┤łDŻ¼╚įąĶꬫŗ│÷ĘQ×ķ▀^Č╔ŠĆĄ─Į╗ŠĆĪŻ
×ķ┴╦╩╣╝ė╣ż├µ─®Č╦▓╗┴¶┘ś╬’Ż¼▒ŻūC┴Ń╝■ų«ķg─▄čb┼õĄĮĄūŻ¼Ūęį┌╝ė╣żĢr▒Ńė┌═╦│÷ĄČŠ▀Ż¼│Ż│Żį┌╝ė╣ż├µĄ──®Č╦ŅAŽ╚╝ė╣ż│÷═╦ĄČ▓█ĪŻį┌┬▌╝y─®Č╦╝ė╣ż│÷Ą─═╦ĄČ▓█ĘQ┬▌╝y═╦ĄČ▓█ĪŻ
õN┐ū
ā╔┴Ń╝■ė├õN┬ōĮėŻ¼õN┐ūį┌čb┼õĢr▓┼╝ė╣żŻ¼╦∙ęįį┌┴Ń╝■łD╔Ž│²ūó│÷õN┐ūĄ─Č©ą╬║═Č©╬╗│▀┤ńęį═ŌŻ¼▀Ć▒žĒÜūó├„"┼õū„"ā╔ūųĪŻ
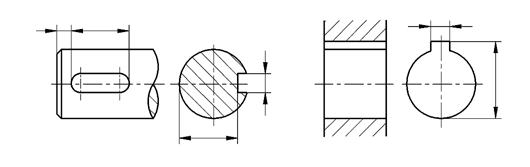
µI▓█
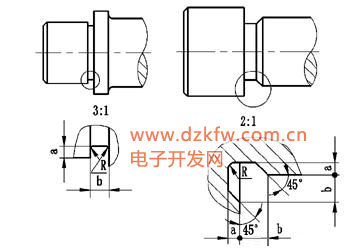
ĪĪĪĪ═╦ĄČ▓█Ą─│▀┤ńę╗░Ń┐╔░┤"▓█īÆX▓█ÅĮ"╗“"▓█īÆX▓█╔Ņ"Ą─ą╬╩Įś╦ūóĪŻ▓█īÆų▒Įėś╦│÷Ż¼▒Ńė┌▀xō±ĖŅ▓█ĄČĪŻ▓█╔Ņæ¬ė╔ūŅĮėĮ³▓█ĄūĄ─ę╗éĆ├µ╦ŃŲĪŻ┬▌╝y═╦ĄČ▓█Ą─ą═╩Į║═│▀┤ń┐╔▓ķGB3-79ĪŻ
ė├µI┬ōĮėĄ─ā╔éĆ┴Ń╝■Ż¼Č╝▒žĒÜ╝ė╣ż│÷µI▓█ĪŻ▌S╔ŽĄ─µI▓█▒žĒÜūó│÷Č©╬╗│▀┤ń║═µI▓█Ą─ķLČ╚│▀┤ńŻ¼īÆČ╚║═╔ŅČ╚│▀┤ńätūóį┌Ų╩├µłD╔ŽĪŻ▌å▌×╔ŽĄ─µI▓█╩Ū═©▓█Ż¼ų╗ąĶį┌Šų▓┐ęĢłD╔Žūó│÷µI▓█Ą─īÆČ╚║═╔ŅČ╚ĪŻ
ė├µI┬ōĮėĄ─ā╔éĆ┴Ń╝■Ż¼Č╝▒žĒÜ╝ė╣ż│÷µI▓█ĪŻ▌S╔ŽĄ─µI▓█▒žĒÜūó│÷Č©╬╗│▀┤ń║═µI▓█Ą─ķLČ╚│▀┤ńŻ¼īÆČ╚║═╔ŅČ╚│▀┤ńätūóį┌Ų╩├µłD╔ŽĪŻ▌å▌×╔ŽĄ─µI▓█╩Ū═©▓█Ż¼ų╗ąĶį┌Šų▓┐ęĢłD╔Žūó│÷µI▓█Ą─īÆČ╚║═╔ŅČ╚ĪŻ
ųąą─┐ū
į┌╝ė╣żķL▌SĢrŻ¼▌SČ╦ąĶ┤“ųąą─┐ūĪŻųąą─┐ūėą╦─ĘNą╬╩ĮŻ¼┐╔Ė∙ō■ąĶę¬▀xė├ĪŻŲ┴─╗ųą«ŗ│÷┴╦Ųõųąā╔ĘNųąą─┐ūĪŻųąą─┐ū╩Ūś╦£╩ĮYśŗŻ¼į┌łD╝ł╔Ž▓╗▒ž«ŗ│÷Ż¼ų╗į┌▌SČ╦ś╦ūó┤·╠¢║═öĄ┴┐Ż¼▓óė├Ę¹╠¢▒Ē├„═Ļ╣ż║¾╩Ūʱ▒Ż┴¶ĪŻŠ▀¾wą╬╩Į║═│▀┤ń┤¾ąĪ┐╔▓ķć°╝ęś╦£╩GB145-85ĪŻ
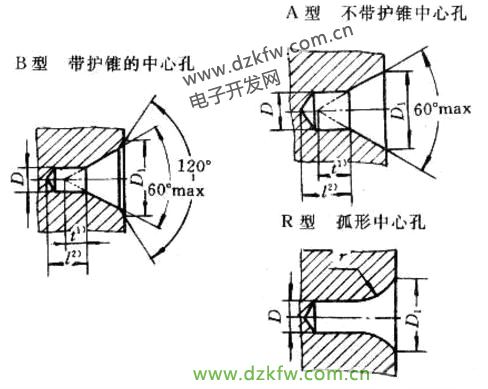
│ŻęŖĄ─ųąą─┐ūĮYśŗėąAą═ĪóBą═ĪóRą═ųąą─┐ū
░╬─Żą▒Č╚
ĶTįņ├½┼„Ģr,×ķ┴╦▒Ńė┌īó─Š─ŻÅ─╔░ą═ųą╚Ī│÷,ę╗░Ńčž─Š─Ż░╬│÷Ą─ĘĮŽ“ū„│÷╝s1Ż║20Ą─ą▒Č╚Ż¼ĘQ×ķ░╬─Żą▒Č╚ĪŻ
░╬─Żą▒Č╚į┌┴Ń╝■łD╔Žę╗░Ń▓╗«ŗ│÷ę▓▓╗ś╦ūóŻ©╚ńłDb╦∙╩ŠŻ®ĪŻ▒žę¬Ģrį┌╝╝ągę¬Ū¾ųąĮyę╗ūóīæ"░╬─Żą▒Č╚1Ż║20"ĪŻ
ĶT╝■▒┌║±
×ķ┴╦▒▄├ŌØ▓ĶTĢr┴Ń╝■Ė„▓┐Ęųę“└õģs╦┘Č╚▓╗═¼Č°«a╔·┐s┐ū╗“┴č╝yĄ╚╚▒Ž▌(łDa)Ż¼ĶT╝■▒┌║±æ¬Š∙ä“ĪŻ▓╗ę¬═╗╚╗ūā╗»Ż¼║±▒Ī▓╗═¼Ą─▓┐╝■æ¬ųØu▀^Č╔(łDb)ĪŻ
ĶT╝■▒┌║±│▀┤ńę¬į┌łDą╬╔Žų▒Įėūó│÷ĪŻ
ĶTįņłAĮŪ
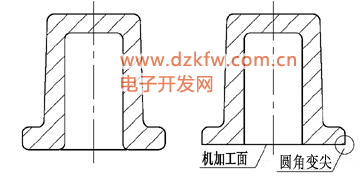
į┌Ø▓ĶT├½┼„ĢrŻ¼×ķ┴╦Ę└ų╣╔░ą═┬õ╔░Ż¼═¼Ģr▒▄├ŌĶT╝■į┌└õģs▀^│╠ųąę“╩š┐s▓╗Š∙ä“Č°į┌═╗╚╗▐DĮŪŻ©╝┤╝ŌĮŪŻ®╠Ä«a╔·┴č╝yŻ¼æ¬į┌įņą═Ģr░č┴Ń╝■Ą─╔░ą═▒Ē├µĮ╗ĮŪ┼¬łAŻ¼▀@śėŻ¼ĶT╝■├½┼„Ė„▒Ē├µĄ─ŽÓĮ╗╠ÄČ╝ą╬│╔łAĮŪ▀^Č╔Ż¼▀@éĆłAĮŪ▀^Č╔Š═ĘQ×ķĶTįņłAĮŪĪŻ
├½┼„Įø▀^ÖCąĄ╝ė╣ż║¾Ż¼┤ųŲż▒╗Ž„╚źŻ¼ĶTįņłAĮŪŽ¹╩¦▓ó«a╔·┴╦╝ė╣żą╬│╔Ą─╝ŌĮŪĪŻ
ā╔ŽÓĮ╗Ą─ĶT╝■▒Ē├µŻ¼ų╗ę¬Ųõųąę╗éĆ▒Ē├µĮø▀^ÖCąĄ╝ė╣żŻ¼ätā╔├µŽÓĮ╗╠Ä欫ŗ│╔╝ŌĮŪĪŻų╗ėąŽÓĮ╗Ą─ā╔éĆ├½┼„├µČ╝▓╗ąĶÖCąĄ╝ė╣żŻ¼ĶTįņłAĮŪ▓┼─▄▒Ż┴¶Ż¼łDą╬╔Žæ¬«ŗ│÷łAĮŪŻ¼Ą½ūóęŌ▓╗ę¬į┌łDą╬╔Žūó│÷łAĮŪ░ļÅĮŻ¼æ¬į┌╝╝ągę¬Ū¾╔ŽĮyę╗ūó├„Ż¼╚ń"╬┤ūółAĮŪR3Ī½5"ĪŻ
═╣┼_║═░╝┐ė
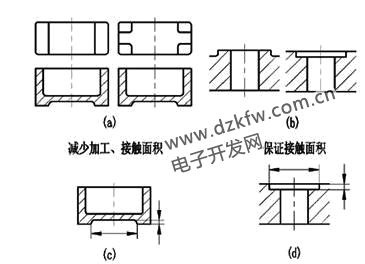
┴Ń╝■╔Ž┼cŲõ╦¹┴Ń╝■Įėė|Ą─▒Ē├µŻ¼ę╗░ŃČ╝ę¬▀Mąą╝ė╣żĪŻī”ė┌Įėė|├µĘe┤¾Ą─▓┐╬╗Ż¼æ¬▒M┴┐£p╔┘Įėė|├µĘeŻ¼ęį▒Ń╣Ø╝s╝ė╣ż┘Mė├Īóį÷╝ėĮėė|Ą─ĘĆČ©ąįŻ©łDaŻ®ĪŻČ°ī”ė┌Įėė|├µĘų╔ó╗“╦∙į┌ŲĮ├µ▓╗─▄╝ė╣żĄ─Ż¼ätæ¬▒ŻūCĮėė|▓┐╬╗Ą─╝ė╣ż├µĘeŻ©łDbŻ®ĪŻ×ķ┤╦Ż¼į┌ĶT╝■├½┼„╔ŽĮø│ŻĶT│÷Ė„ĘN═╣┼_║═░╝┐ėŻ¼╚ń░▓čbĄū├µĪó┬▌╦©ų¦│ą├µĄ╚ĪŻ
į┌ś╦ūó┤╦ŅÉ═╣┼_║═░╝┐ėĄ─│▀┤ńĢrŻ¼ę¬Ęųäeī”┤²Īóš²┤_ś╦ūóĪŻ╚ń╣¹╩Ū×ķ┴╦£p╔┘╝ė╣żĪóĮėė|├µĘeĄ─Ż¼Š═æ¬įōūó│÷▓╗╝ė╣żĄ─░╝┐ė│▀┤ńŻ¼╚ń░▓čbĄū├µĄ─│▀┤ńŻ©łDcŻ®ĪŻ╚ń╣¹╩Ū×ķ┴╦▒ŻūCėąūŃē“Ą─Įėė|├µĘeĄ─Ż¼ätæ¬ūó│÷╝ė╣ż├µĄ─│▀┤ńŻ¼╚ń┬▌╦©ų¦│ą├µĄ─│▀┤ńŻ©łDdŻ®ĪŻ
Ą╣ĮŪ║═Ą╣łA
×ķ┴╦▒Ńė┌čb┼õ║═▓┘ū„░▓╚½Ż¼į┌▌SČ╦║═┐ūČ╦ę╗░ŃČ╝ę¬ū÷│╔ę╗éĆąĪÕF├µŻ¼ęį╚ź│²õJ▀ģĪó├½┤╠ĪŻ▀@éĆÕF├µŠ═ĮąĄ╣ĮŪĪŻ
Ą╣ĮŪĄ─│▀┤ń┐╔ė╔ś╦£╩GB6403.4-86▓ķĄ├Ż¼ę╗░Ń╩Ū▌SÅĮĪó┐ūÅĮįĮ┤¾Ż¼Ą╣ĮŪĄ─▌SŽ“│▀┤ńCįĮ┤¾ĪŻ45ĪŃĄ─Ą╣ĮŪ┐╔┼cĄ╣ĮŪĄ─▌SŽ“│▀┤ńC▀BūóŻ¼╚ń2Ī┴45ĪŃŻ¼┐╔ęįūóį┌┼cÕF├µčėķLŠĆŽÓĮ╗Ą─╦«ŲĮŠĆ╔Ž(łDa)Ż¼ę▓┐╔Ž¾ę╗░Ń│▀┤ń─Ūśė«ŗ│÷│▀┤ńĮńŠĆį┘ś╦ūó(łDb)ĪŻ
ĘŪ45ĪŃĄ─Ą╣ĮŪŻ¼Š═æ¬Ęųķ_ś╦ūóŻ¼▓╗─▄▀Būó(łDc)ĪŻ
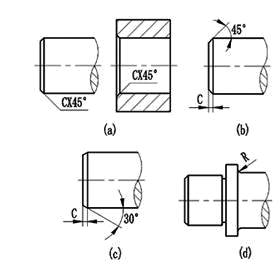
╚ń╣¹┴Ń╝■╔Ž╦∙ėą╗“┤¾▓┐ĘųĄ─Ą╣ĮŪ│▀┤ńČ╝ŽÓ═¼ĢrŻ¼ät┐╔į┌╝╝ągę¬Ū¾ųą╝»ųąūó├„Ż¼╚ń"╚½▓┐Ą╣ĮŪ1Ī┴45ĪŃ"╗“"╬┤ūóĄ╣ĮŪ2Ī┴45ĪŃ"Ą╚ĪŻ
«öĄ╣ĮŪ¤oę╗Č©ę¬Ū¾ĢrŻ¼ät┐╔į┌╝╝ągę¬Ū¾╔Žūó├„"õJ▀ģĄ╣Ōg"ĪŻ
ī”ė┌ļA╠▌Ą─▌S║═┐ūŻ¼×ķ┴╦▒▄├Ōę“æ¬┴”╝»ųąČ°«a╔·┴č╝yŻ¼╩▄┴”▌^┤¾Ą─┴Ń╝■Ż¼═∙═∙į┌▌S╝ńĪó┐ū╝ń╠ÄęįłAĮŪ▀^Č╔Ż¼Įąū÷Ą╣łAĪŻ│▀┤ńūóĘ©┼cłA╗ĪūóĘ©ŽÓ═¼Ż¼łAĮŪ░ļÅĮĄ─öĄųĄ┐╔ė╔ś╦£╩GB6403.4-86▓ķĄ├ĪŻ
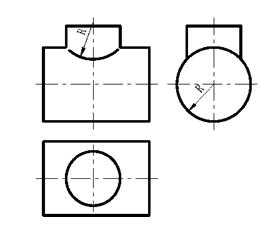
╔░▌åįĮ│╠▓█
┴Ń╝■▒Ē├µąĶę¬▀Mąą─źŽ„╝ė╣żĢrŻ¼×ķ┴╦╩╣╔░▌å┐╔ęį╔įįĮ▀^╝ė╣ż├µŻ¼│Ż│Żį┌╝ė╣ż├µĄ──®Č╦ŅAŽ╚╝ė╣ż│÷╔░▌åįĮ│╠▓█ĪŻ
╔░▌åįĮ│╠▓█Ą─ĮYśŗą╬╩Į║═│▀┤ńęčĮøś╦£╩╗»Ż¼┐╔ė╔ć°╝ęś╦£╩GB6403.5-86▓ķĄ├ĪŻś╦ūó│▀┤ńĢrŻ¼░┤▓ķĄ├Ą─öĄųĄūó│÷ĪŻ×ķ┴╦▒Ńė┌ūóīæ│▀┤ńŻ¼įĮ│╠▓█ę╗░Ńė├Šų▓┐Ę┼┤¾łD«ŗ│÷ĪŻ
┴Ń╝■Ą─╣ż╦ćĮYśŗŻ║▀^Č╔ŠĆ
▀^Č╔ŠĆĄ─«ŗĘ©Ż║
1. «öā╔├µŽÓĮ╗ĢrŻ¼▀^Č╔ŠĆā╔Č╦▓╗æ¬┼c▌å└¬ŠĆĮėė|Ż¼╚ńėęłD╦∙╩ŠĪŻ
2. ā╔łAų∙ŽÓĮ╗ĢrŻ¼▀^Č╔ŠĆ┐╔▓╔ė├║å╗»«ŗĘ©Ż¼ė├╗ĪŠĆ«ŗ│÷▀^Č╔ŠĆŻ¼╗ĪŠĆĄ─░ļÅĮĄ╚ė┌ā╔łAų∙ųą▌^┤¾Ą─łA├µ░ļÅĮŻ¼╚ńū¾łD╦∙╩ŠĪŻ
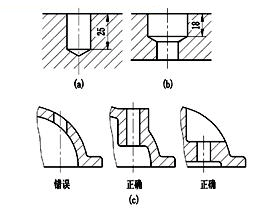
Ė„ĘN│ŻęŖ┐ū
┐ū╩Ū┴Ń╝■╔ŽūŅ│ŻęŖĄ─ĮYśŗŻ¼ėą═©┐ū║═├ż┐ūŻ¼ėą╣Ō┐ū║═┬▌┐ūŻ¼▀ĆėąļA╠▌┐ūĪó│┴┐ūĄ╚Ė„ĘN┐ūĪŻ┐ūę╗░Ńė├Ń@Ņ^Ń@│÷ĪŻė╔ė┌Ń@Ņ^╝ŌČ╦Ą─ĮŪČ╚ĮėĮ³120ĪŃŻ¼╦∙ęįį┌├ż┐ūĄ─Ąū▓┐ę▓Š═ą╬│╔┴╦┼cŃ@╝ŌĮŪČ╚ŽÓ═¼Ą─łAÕF├µĪŻ▀@éĆÕF├µ░┤120ĪŃ«ŗ│÷Ż¼Ą½▓╗▒žūó│÷│▀┤ńĪŻŃ@┐ū╔ŅČ╚ę▓▓╗░³║¼▀@éĆÕF├µĄ─╔ŅČ╚ĪŻ╚ńłD(a)ųąĄ─│▀┤ń25ĪŻ
ļA╠▌┐ūė├ų▒ÅĮ▓╗═¼Ą─Ń@Ņ^Ń@│÷Ż║Ž╚ė├ąĪŃ@Ņ^Ń@│÷ąĪ┐ūŻ¼į┘ė├┤¾Ń@Ņ^öU┐ūĪŻ┤¾Ń@Ņ^Ń@╝Ōą╬│╔Ą─ÕF┐ūŠ═┴¶į┌ā╔╝ē┐ūĄ─▀^Č╔╠ÄŻ¼ę╗░Ńę▓«ŗ│╔120ĪŃŻ¼▓╗ūó│▀┤ńĪŻ┤¾┐ūĄ─╔ŅČ╚│▀┤ńæ¬ų▒Įėūó│÷Ż¼╚ńłD(b)ųąĄ─│▀┤ń18ĪŻ Ń@┐ūĢrŻ¼Ń@Ņ^æ¬┼c┐ūĄ─Č╦├µ┤╣ų▒Ż¼Ń@Ņ^│÷┐┌╠Äę▓æ¬▒▄├Ōå╬▀ģ╩▄┴”Ż¼Ę±ätŻ¼Ń@Ņ^╚▌ęū═ßą▒╗“š█öÓĪŻ▒žĒÜŽ╚░čįō├µŃŖŲĮ╗“ŅAŽ╚ĶT│÷═╣┼_╗“░╝┐ėŻ¼╚╗║¾į┘Ń@┐ūĪŻŃ@Ņ^│÷┐┌╠Äę▓æ¬╩╣┐ū─▄═Ļš¹Ń@│÷(łDc)ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū