
一、明確系統(tǒng)控制要求
大小鐵球分揀機(jī)結(jié)構(gòu)如圖6-13所示。M1為傳送帶電動(dòng)機(jī),通過(guò)傳送帶驅(qū)動(dòng)機(jī)械手臂左向或右向移動(dòng);M2為電磁鐵升降電動(dòng)機(jī),用于驅(qū)動(dòng)電磁鐵YA上移或下移;SQ1、SQ4、SQ5分別為混裝球箱、小球球箱、大球球箱的定位開關(guān),當(dāng)機(jī)械手臂移到某球箱上方時(shí),相應(yīng)的定位開關(guān)閉合;SQ6為接近開關(guān),當(dāng)鐵球靠近時(shí)開關(guān)閉合,表示電磁鐵下方有球存在。
大小鐵球分揀機(jī)控制要求及工作過(guò)程如下:
①分揀機(jī)要從混裝球箱中將大小球分揀出來(lái),并將小球放入小球箱內(nèi),大球放人大球箱內(nèi)。
②分揀機(jī)的初始狀態(tài)(原點(diǎn)條件)是機(jī)械手臂應(yīng)停在混裝球箱上方,SQ1、SQ3均閉合。
③在工作時(shí),若SQ6閉合,則電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵下移,2s后,給電磁鐵通電從混裝球箱中吸引鐵球,若此時(shí)SQ2處于斷開,表示吸引的是大球,若SQ2處于閉合,則吸引的是小球,然后電磁鐵上移,SQ3閉合后,電動(dòng)機(jī)M1帶動(dòng)機(jī)械手臂右移,如果電磁鐵吸引的為小球,機(jī)械手臂移至SQ4處停止,電磁鐵下移,將小球放入小球箱(讓電磁鐵失電),而后電磁鐵上移,機(jī)械手臂回歸原位,如果電磁鐵吸引的是大球,機(jī)械手臂移至SQ5處停止,電磁鐵下移,將小球放人大球箱,而后電磁鐵上移,機(jī)械手臂回歸原位。
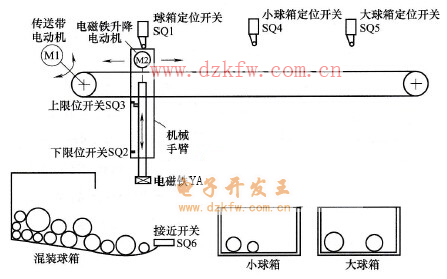
圖6-13 大小鐵球分揀機(jī)的結(jié)構(gòu)
二、確定輸入/輸出設(shè)備并分配合適的PLC I/O端子
大小鐵球分揀機(jī)控制系統(tǒng)用到的輸入/輸出設(shè)備和對(duì)應(yīng)的PLC端子見表6-3。
表6-3 大小鐵球分揀機(jī)控制采用的輸入/輸出設(shè)備和對(duì)應(yīng)的PLC端子
|
輸入 | ||
|
輸入設(shè)備 |
對(duì)應(yīng)端子 |
功能說(shuō)明 |
|
SB1 |
0. 00 |
啟動(dòng)控制 |
|
SQ1 |
0. 01 |
混裝球箱定位 |
|
SQ2 |
0. 02 |
電磁鐵下限位 |
|
SQ3 |
0. 03 |
電磁鐵上限位 |
|
SQ4 |
0. 04 |
小球球箱定位 |
|
SQ5 |
0. 05 |
大球球箱定位 |
|
SQ6 |
0. 06 |
鐵球檢測(cè) |
|
輸出 | ||
|
輸出設(shè)備 |
對(duì)應(yīng)端子 |
功能說(shuō)明 |
|
HL |
100.00 |
工作指示 |
|
KM1線圈 |
100.01 |
電磁鐵上升控制 |
|
KM2線圈 |
100.02 |
電磁鐵下降控制 |
|
KM3線圈 |
100.03 |
機(jī)械手臂左移控制 |
|
KM4線圈 |
100.04 |
機(jī)械手臂右移控制 |
|
KM5線圈 |
100.05 |
電磁鐵吸合控制 |
三、繪制PLC控制線路圖
圖6-14為大小鐵球分揀機(jī)的PLC控制線路圖。
四、編寫PLC控制程序
(1)繪制狀態(tài)轉(zhuǎn)移圖
分揀機(jī)揀球時(shí)抓的可能為大球,也可能為小球,若抓的為大球時(shí)則執(zhí)行抓取大球控制,若抓的為小球則執(zhí)行抓取小球控制,這是一種選擇性控制,編程時(shí)應(yīng)采用選擇性分支方式。
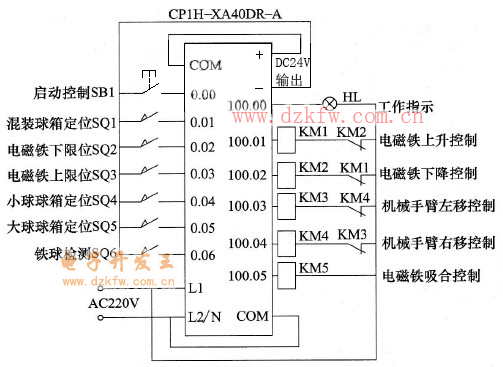
圖6-14 大小鐵球分揀機(jī)的PLC控制線路圖
圖6-15為大小鐵球分揀機(jī)控制的狀態(tài)轉(zhuǎn)移圖。
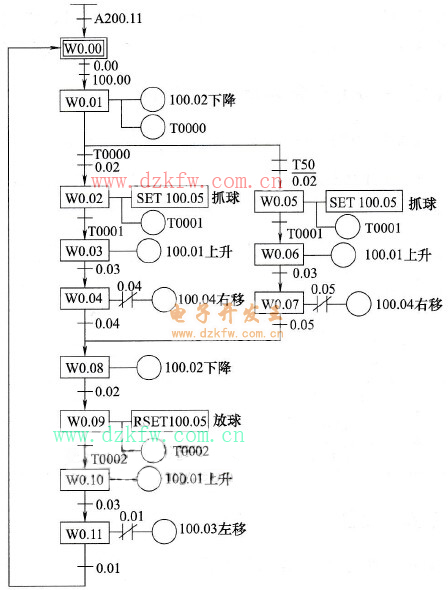
圖6-15 大小鐵球分揀機(jī)控制的狀態(tài)轉(zhuǎn)移圖
(2)繪制梯形圖
啟動(dòng)CX-編程軟件,根據(jù)如圖6-15所示的狀態(tài)轉(zhuǎn)移圖編寫梯形圖,編寫完成的梯形圖如圖6-16所示。
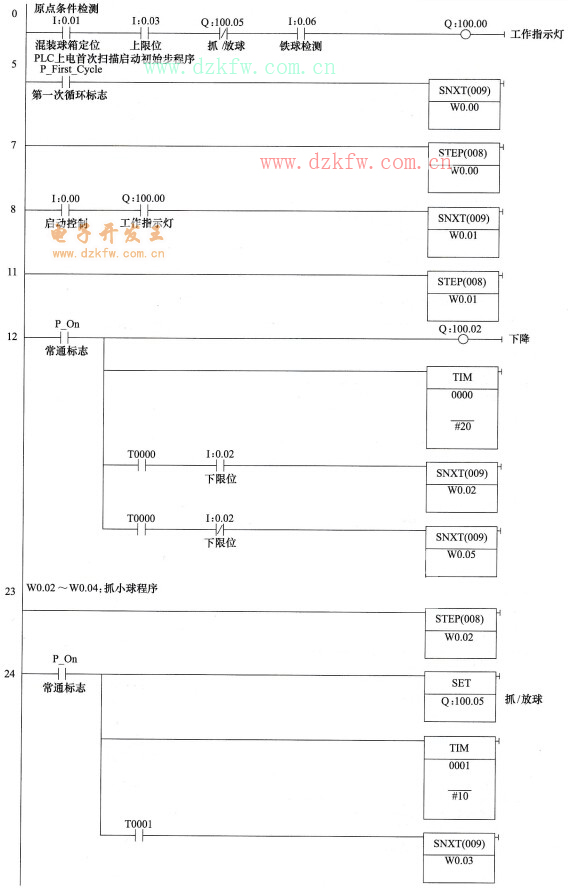
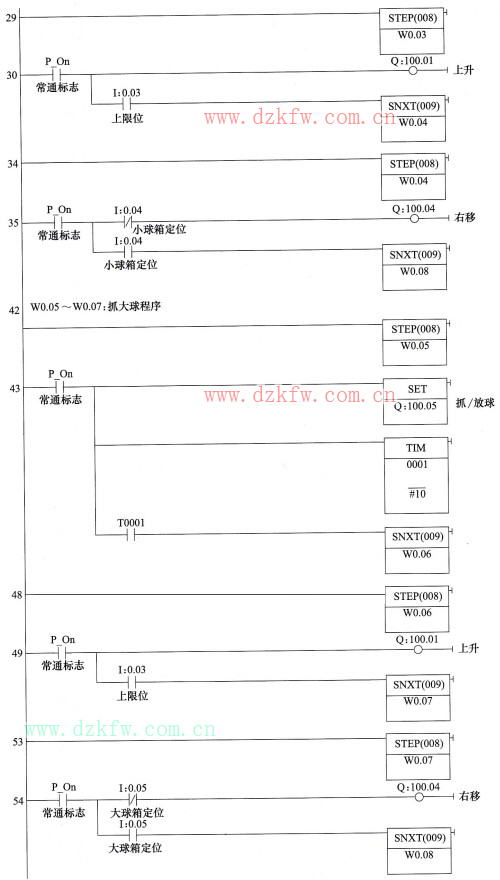
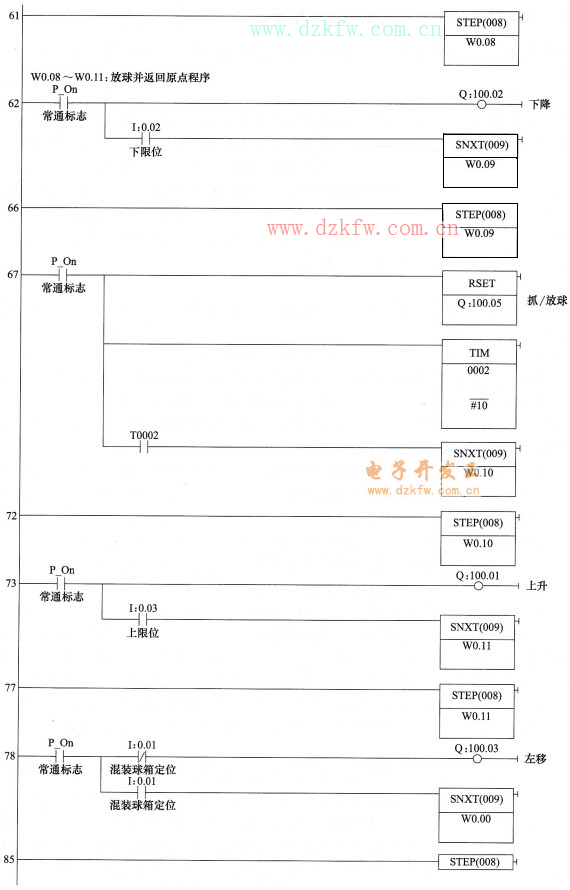
圖6-16 大小鐵球分揀機(jī)控制的梯形圖
五詳解硬件線路和梯形圖的工作原理
下面結(jié)合圖6-13分揀機(jī)結(jié)構(gòu)圖、圖6-14控制線路圖和圖6-16梯形圖來(lái)說(shuō)明分揀機(jī)的工作原理。
(1)檢測(cè)原點(diǎn)條件
圖6-16梯形圖中的[0]程序用來(lái)檢測(cè)分揀機(jī)是否滿足原點(diǎn)條件。分揀機(jī)的原點(diǎn)條件有:①機(jī)械手臂停止混裝球箱上方(會(huì)使定位開關(guān)SQ1閉合,[0]0.01常開觸點(diǎn)閉合);②電磁鐵處于上限位位置(會(huì)使上限位開關(guān)SQ3閉合,[0] 0.03常開觸點(diǎn)閉合);③電磁鐵未通電(Q0.5線圈失電,電磁鐵也無(wú)供電,[0] Q0.5常閉觸點(diǎn)閉合);④有鐵球處于電磁鐵正下方(會(huì)使鐵球檢測(cè)開關(guān)SQ6閉合,[0] 0.06常開觸點(diǎn)閉合)。這4點(diǎn)都滿足后,[0] 100. 00線圈得電,[8] 100.00常開觸點(diǎn)閉合,同時(shí)100. 00端子的內(nèi)硬觸點(diǎn)接通,指示燈HL亮,HL不亮,說(shuō)明原點(diǎn)條件不滿足。
(2)工作過(guò)程
當(dāng)PLC上電啟動(dòng)時(shí),A200. 11觸點(diǎn)會(huì)接通一個(gè)掃描周期,執(zhí)行“SNXT W0. 00”指令,轉(zhuǎn)移啟動(dòng)W0. 01步程序。
當(dāng)按下啟動(dòng)按鈕SB1時(shí)→[8]0.00常開觸點(diǎn)閉合→由于100. 00觸點(diǎn)閉合,故執(zhí)行“SNXT W0. 01”指令,轉(zhuǎn)移啟動(dòng)W0. 01步程序→[12]P_On觸點(diǎn)閉合→[12]100. 02線圈得電,通過(guò)接觸器KM2使電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵下移,與此同時(shí),定時(shí)器T0000開始2s計(jì)時(shí)→2s后,[12]兩個(gè)T0000常開觸點(diǎn)均閉合,若下限位開關(guān)SQ2處于閉合,表明電磁鐵接觸為小球,[12] 0.02常開觸點(diǎn)閉合,[12]0.02常閉觸點(diǎn)斷開,執(zhí)行“SNXT W0. 02”指令,轉(zhuǎn)移啟動(dòng)W0. 02步程序,開始抓小球控制程序,若下限位開關(guān)SQ2處于斷開,表明電磁鐵接觸為大球,[12] 0.02常開觸點(diǎn)斷開,[12] 0.02常閉觸點(diǎn)閉合,執(zhí)行“SNXTW0. 05”指令,轉(zhuǎn)移啟動(dòng)W0. 05步程序,開始抓大球控制程序。
①小球抓取控制(W0. 02~W0. 04步程序)。W0. 02步程序被啟動(dòng)后→[24] P_On觸點(diǎn)閉合→100.05線圈被置位,通過(guò)KM5使電磁鐵通電抓住小球,同時(shí)定時(shí)器T0001開始1s計(jì)時(shí)→1s后,[24] T0001常開觸點(diǎn)閉合,執(zhí)行“SNXT W0. 03”指令,轉(zhuǎn)移啟動(dòng)W0. 03步程序→[30] P_On觸點(diǎn)閉合→100. 01線圈得電,通過(guò)KM1使電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵上升→當(dāng)電磁鐵上升到位后,上限位開關(guān)QS3閉合,[30] 0.03常開觸點(diǎn)閉合,執(zhí)行“SNXT W0. 04”指令,轉(zhuǎn)移啟動(dòng)W0. 04步程序→[35] P_On觸點(diǎn)閉合→100. 04線圈得電,通過(guò)KM4使電動(dòng)機(jī)M1驅(qū)動(dòng)機(jī)械手臂右移→當(dāng)機(jī)械手臂移到小球箱上方時(shí),小球箱定位開關(guān)SQ4閉合→[35]0.04常閉觸點(diǎn)斷開,100.04線圈失電,機(jī)械手臂停止移動(dòng),同時(shí)[35]0.04常開觸點(diǎn)閉合,執(zhí)行“SNXT W0.08”指令,轉(zhuǎn)移啟動(dòng)W0. 08步程序,開始放球控制。
②放球并返回控制(W0. 08~W0. 11步程序)。W0. 08步程序啟動(dòng)后→[62] P_On觸點(diǎn)閉合,100. 02線圈得電,通過(guò)KM2使電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵下降,當(dāng)下降到位后,下限位開關(guān)SQ2閉合→[62]0.02常開觸點(diǎn)閉合,執(zhí)行“SNXT W0.09”指令,轉(zhuǎn)移啟動(dòng)W0. 09步程序→[67] P_On觸點(diǎn)閉合→100.05線圈被復(fù)位,電磁鐵失電,將球放入球箱,與此同時(shí),定時(shí)器T0002開始1s計(jì)時(shí)→1s后,[67] T0002常開觸點(diǎn)閉合,執(zhí)行“SNXT W0. 10”指令,轉(zhuǎn)移啟動(dòng)W0. 10步程序→[73] P_On觸點(diǎn)閉合,100. 01線圈得電,通過(guò)KM1使電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵上升→當(dāng)電磁鐵上升到位后,上限位開關(guān)SQ3閉合,[73] 0. 03常開觸點(diǎn)閉合,執(zhí)行“SNXT W0. 11”指令,轉(zhuǎn)移啟動(dòng)W0. 11步程序→[78] P_On觸點(diǎn)閉合,100. 03線圈得電,通過(guò)KM3使電動(dòng)機(jī)M1驅(qū)動(dòng)機(jī)械手臂左移→當(dāng)機(jī)械手臂移到混裝球箱上方時(shí),混裝球箱定位開關(guān)SQ1閉合→[78]0.01常閉觸點(diǎn)斷開,100. 03線圈失電,電動(dòng)機(jī)M1停轉(zhuǎn),機(jī)械手臂停止移動(dòng),與此同時(shí),[78]0.01常開觸點(diǎn)閉合,執(zhí)行“SNXTW0. 00”指令,轉(zhuǎn)移啟動(dòng)W0. 00步程序→[8]P_On觸點(diǎn)閉合,若按下啟動(dòng)按鈕SB1,則開始下一次抓球過(guò)程。
③大球抓取過(guò)程(W0. 05~W0. 07步程序)。W0. 05步程序啟動(dòng)后→[43] P_On觸點(diǎn)閉合,100. 05線圈被置位,通過(guò)KM5使電磁鐵通電抓取大球,同時(shí)定時(shí)器T0001開始1s計(jì)時(shí)→1s后,[43] T0001常開觸點(diǎn)閉合,執(zhí)行“SNXT W0. 06”指令,轉(zhuǎn)移啟動(dòng)W0. 06步程序→[49] P_On觸點(diǎn)閉合,100. 01線圈得電,通過(guò)KM1使電動(dòng)機(jī)M2驅(qū)動(dòng)電磁鐵上升→當(dāng)電磁鐵上升到位后,上限位開關(guān)SQ3閉合,[49]0.03常開觸點(diǎn)閉合,執(zhí)行“SNXTW0. 07”指令,轉(zhuǎn)移啟動(dòng)W0. 07步程序→[54]P_On觸點(diǎn)閉合,100. 04線圈得電,通過(guò)KM4使電動(dòng)機(jī)M1驅(qū)動(dòng)機(jī)械手臂右移→當(dāng)機(jī)械手臂移到大球箱上方時(shí),大球箱定位開關(guān)SQ5閉合→[54]0.05常閉觸點(diǎn)斷開,100. 04線圈失電,機(jī)械手臂停止右移,同時(shí)[54]0. 05常開觸點(diǎn)閉合,執(zhí)行“SNXT W0.08”指令,轉(zhuǎn)移啟動(dòng)W0. 08步程序,開始放球過(guò)程。
大球的放球與返回控制過(guò)程與小球完全一樣,不再敘述。
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底