
╬’┴ŽĄ─╗ņ║Ž▓┘ū„╩Ūę╗ą®╣żÅSĻP(gu©Īn)µIĄ─╗“▓╗┐╔╚▒╔┘Ą─ę╗Łh(hu©ón)Ż¼ė╚Ųõį┌╗»╣żąąśI(y©©)ųąŻ¼Įø(j©®ng)│ŻąĶę¬īóā╔ĘN╗“ā╔ĘNęį╔ŽĄ─ę║¾w░┤ššę╗Č©Ą─▒╚└²╗ņ║ŽŻ¼╚╗║¾į┘ū÷ŽÓæ¬(y©®ng)Ą─║¾└m(x©┤)╠Ä└Ē║═╝ė╣żĪŻī”╬’┴Ž╗ņ║Žčbų├Ą─ę¬Ū¾╩ŪįO(sh©©)éõī”╬’┴ŽĄ─╗ņ║Ž┘|(zh©¼)┴┐Ė▀Īó╔·«a(ch©Żn)ą¦┬╩║═ūįäė╗»│╠Č╚Ė▀Īó▀mæ¬(y©®ng)ĘČć·ÅVĪó┐╣É║┴ė╣żū„Łh(hu©ón)Š│Ą╚ĪŻ▓╔ė├PLCüĒ┐žųŲę║¾wöć░ĶÖCŻ¼ė╔ė┌ŲõĮY(ji©”)śŗ(g©░u)ņ`╗ŅĪó┐╔┐┐ąįĖ▀Īó╩╣ė├ĘČć·ÅVĄ╚╠ž³cŻ¼═Ļ╚½ØMūŃ╬’┴Ž╗ņ║Ž┐žųŲ╣ż╦ćĄ─ę¬Ū¾Ż¼─▄┤¾┤¾╠ßĖ▀ī”Ė„ĘN│╔Ęų║¼┴┐Ą─ėąą¦┐žųŲŻ¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩Ż¼ę“┤╦ČÓĘN╬’┴Ž╗ņ║ŽĄ─PLC┐žųŲŠ▀ėąÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ
ČÓĘNę║¾w░┤ę╗Č©▒╚└²▀Mąą╗ņ║Ž╩Ū╬’┴Ž╗ņ║ŽĄ─ę╗ĘNĄõą═ą╬╩ĮŻ¼▒ŠīŹ└²ųąęįā╔ĘNę║¾wĄ─╗ņ║Žčbų├Ą─┐žųŲ×ķ└²Ż¼üĒĮķĮBPLCį┌ę║¾w╗ņ║Žčbų├┐žųŲųąĄ─æ¬(y©®ng)ė├ĪŻ
ę╗Īó┐žųŲ╣ż╦ć┴„│╠
ā╔ĘNę║¾w╗ņ║Žčbų├Ą─┐žųŲ╣ż╦ć┴„│╠łD╚ńłD10-1╦∙╩ŠŻ¼ų„ę¬░³└©ī”╗ņ┴Žčbų├Ą─╝ė┴ŽĪó╗ņ┴Žęį╝░│÷┴ŽĄ─┐žųŲĪŻį┌įō┐žųŲīŹ└²ųą╩╣ė├HĪóIĪóL3éĆę║╬╗é„ĖąŲ„üĒÖz£yę║╬╗Ż¼╩╣ė├3éĆļŖ┤┼ķyķTüĒĘųäe┐žųŲę║¾w1Īóę║¾w2Ą─▀M╚ļ║═╗ņ║Žę║Ą─┼┼│÷ĪŻ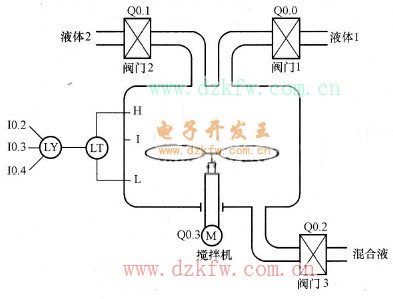
łD10-1 ę║¾w╗ņ║Žčbų├┐žųŲ╣ż╦ćłD
š¹éĆīŹ└²Ą─┐žųŲ┴„│╠├Ķ╩÷╚ńŽ┬Ż║ę║├µį┌ūŅŽ┬ĘĮĢrŻ¼░┤Ž┬åóäė░┤ŌoŻ¼┐╔▀Mąą▀B└m(x©┤)╗ņ┴ŽĪŻ╩ūŽ╚Ż¼┐žųŲę║¾w1Ą─ķyķTQ0.0Ż¼ę║¾w1┴„╚╦╚▌Ų„ĪŻ«öę║├µ╔Ž╔²ĄĮé„ĖąŲ„IĄ─╬╗ų├ĢrŻ¼ĻP(gu©Īn)ķ]ę║¾w1Ą─ķyķTQ0.0Ż¼┤“ķ_┐žųŲę║¾w2Ą─ķyķTQ0.1ĪŻ«öę║├µ╔Ž╔²ĄĮé„ĖąŲ„HĄ─╬╗ų├ĢrŻ¼┐žųŲę║¾w2Ą─ķyķTQ0.1ĻP(gu©Īn)ķ]Ż¼┤╦Ģröć░ĶļŖäėÖCķ_╩╝╣żū„ĪŻöć░ĶļŖäėÖC╣żū„6s║¾Ż¼═Żų╣öć░ĶŻ¼╗ņ║Žę║¾wķyķT┤“ķ_Ż¼ķ_╩╝Ę┼│÷╗ņ║Žę║¾wĪŻ«öę║├µĮĄĄĮé„ĖąŲ„LĄ─Öz£y╬╗ų├ĢrŻ¼čėĢr2s║¾Ż¼ĻP(gu©Īn)ķ]╗ņ║Žę║¾wķyķT3Q0.2Ż¼╚╗║¾į┘ķ_╩╝Ž┬ę╗ų▄Ų┌▓┘ū„ĪŻ╚¶╣żū„Ų┌ķgėą═Żų╣░┤Ōo░┤Ž┬Ż¼ät┤²▒Š┤╬╗ņ┴ŽĮY(ji©”)╩°║¾ĘĮ─▄═Żų╣öć░ĶÖCĄ─╣żū„Ż¼▓╗į┘▀M╚ļŽ┬ę╗ų▄Ų┌╣żū„ĪŻė╔ė┌│§╩╝╣żū„ĢrŻ¼ę║╬╗▓╗ę╗Č©į┌ę║├µĄ─ūŅŽ┬ĘĮŻ¼×ķ┤╦ąĶ░┤Ž┬Å═(f©┤)╬╗░┤ŌoŻ¼╩╣┴Ž├µę║╬╗╠Äė┌ūŅŽ┬ĘĮĪŻ
Č■Īó┐žųŲŽĄĮy(t©»ng)ė▓╝■įO(sh©©)ėŗ
1Ż«▌ö╚ļ/▌ö│÷ą┼╠¢Ęų╬÷
ŽĄĮy(t©»ng)Ą─▌ö╚ļą┼╠¢Ż║åóäė░┤Ōo1éĆŻ¼═Żų╣░┤Ōo1éĆŻ¼ę║╬╗é„ĖąŲ„3éĆŻ¼╣▓5éĆ▌ö╚ļą┼╠¢Ż¼ąĶ5éĆ▌ö╚ļČ╦ūėĪŻ
ŽĄĮy(t©»ng)Ą─▌ö│÷ą┼╠¢Ż║┐žųŲ▀M┴ŽĄ─ļŖ┤┼ķy2éĆŻ¼┐žųŲ│÷┴ŽĄ─ļŖ┤┼ķy1éĆŻ¼ļŖÖCĮėė|Ų„1éĆŻ¼╣▓4éĆ▌ö│÷ą┼╠¢Ż¼ąĶ4éĆ▌ö│÷Č╦ūėĪŻ
2Ż«PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
ŠÄųŲPLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē╚ń▒Ē10 -1╦∙╩ŠĪŻ
▒Ē10-1 PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
│²┴╦╔Ž╩÷Ą─PLC▌ö╚ļ▌ö│÷Ęų┼õ▒Ē═ŌŻ¼Ųõ╦¹ŠÄ│╠į¬╝■ĄžųĘĘų┼õ▒Ē╚ń▒Ē10-2╦∙╩ŠĪŻ
▒Ē10-2 Ųõ╦¹ŠÄ│╠į¬╝■ĄžųĘĘų┼õ▒Ē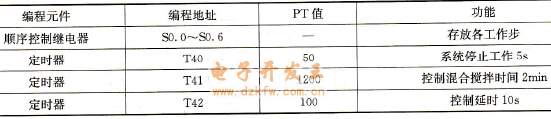
3Ż«PLC▀xą═
Ė∙ō■(j©┤)▒Ē10-1╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼ģó┐╝▒Ē2-1Ż¼┐╝æ]ĄĮ┴¶ėą15%Ą─ėÓ┴┐Ż¼▒ŠīŹ└²ųą▀xė├╬„ķTūė╣½╦ŠĄ─S7-200ŽĄ┴ąąĪą═PLC CPU222īŹ¼F(xi©żn)ī”ę║¾w╗ņ║Žčbų├Ą─┐žųŲĪŻ
4Ż«ę║¾w╗ņ║Žčbų├ė▓╝■ĮėŠĆłD
Ė∙ō■(j©┤)▒Ē10-1╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼┐╔įO(sh©©)ėŗ╚ńłD10-2╦∙╩ŠĄ─PLCų„ÖCĄ─ė▓╝■ĮėŠĆłDĪŻ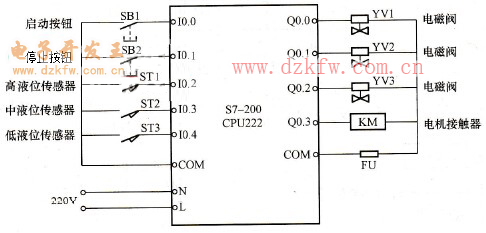
łD10-2 ę║¾w╗ņ║Žčbų├PLC┐žųŲĄ─ė▓╝■ĮėŠĆłD
5Ż«ę║¾w╗ņ║Žčbų├┐žųŲ▀ē▌ŗłD
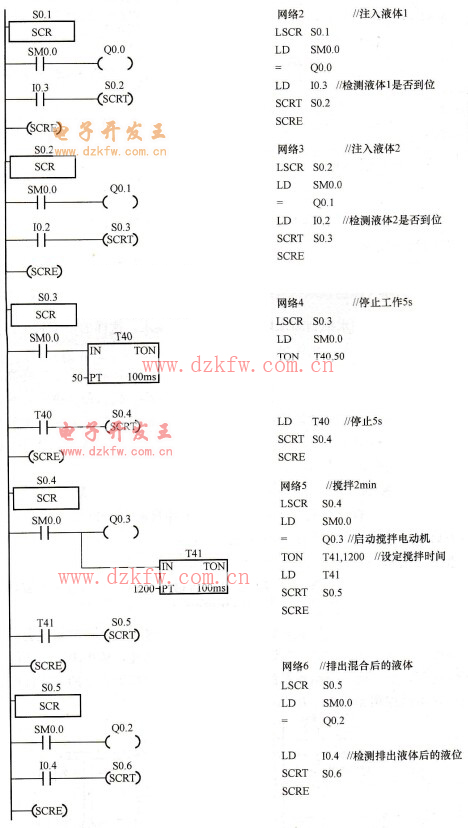
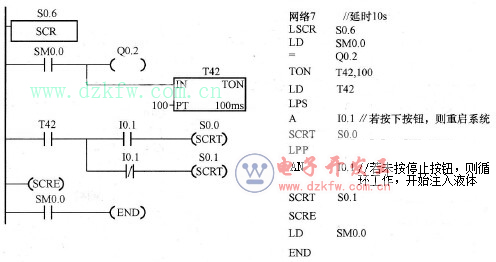
Ė∙ō■(j©┤)ę║¾w╗ņ║Žčbų├Ą─┐žųŲ╣ż╦ć┴„│╠Ż¼┐╔įO(sh©©)ėŗ│÷╚ńłD10-3╦∙╩ŠĄ─ę║¾w╗ņ║Žčbų├PLC┐žųŲ▀ē▌ŗłDĪŻ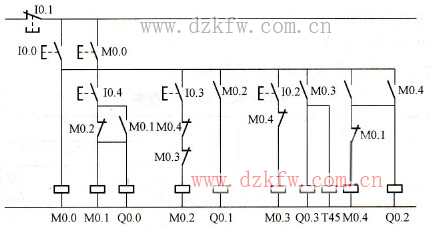
łD10-3 ╗ņ┴Ž╣▐┐žųŲ▀ē▌ŗłD
╚²ĪóŽĄĮy(t©»ng)┐žųŲ│╠ą“
Ė∙ō■(j©┤)įōę║¾w╗ņ║Žčbų├Ą─┐žųŲę¬Ū¾Ż¼▓ó┐╝æ]ĄĮĖ„éĆł╠(zh©¬)ąąÖCśŗ(g©░u)äėū„Ą─▐D(zhu©Żn)▓ĮŚl╝■Ż¼┐╔įO(sh©©)ėŗŲõĒśą“╣”─▄łD╚ńłD10-4╦∙╩ŠŻ¼Ųõī”æ¬(y©®ng)Ą─╠▌ą╬łD╚ńłD10-5╦∙╩ŠĪŻ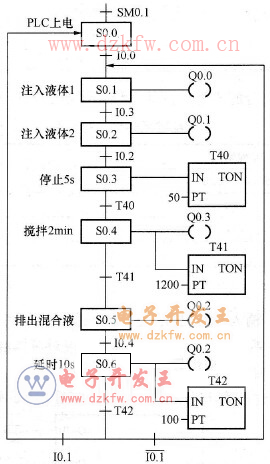
łD10-4 ę║¾w╗ņ║Žčbų├Ēśą“╣”─▄łD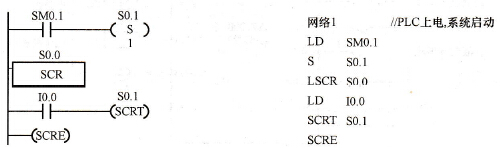
łD10-5 ę║¾w╗ņ║Žčbų├Ą─PLC┐žųŲ╠▌ą╬łD
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū